




При трафаретной печати используются очень густые и вязкие краски-пигменты, которые, застывая на поверхности, дают выпуклый блестящий слой, что позволяет перекрывать любой цветной или черный фон, а также заполнять шероховатую и крупную текстуру изделия. Печать соответствующими красками может проводиться практически по всем материалам - по бумаге, пластику, ПВХ, стеклу, керамике, металлам, коже, резине, тканям и по другому рекламному текстилю.
Сегодня название "шелкография" в полиграфии вытеснено более точным термином - трафаретная печать или сетчатая трафаретная печать, тем более, что натуральная шелковая сетка давно заменена синтетическими и металлическими материалами. Наиболее распространённые материалы - полиамидные, полиэфирные и полипропиленовые волокна. Гладкая и непроницаемая поверхность моноволокна не впитывает воду и краску, хорошо очищается от печатной краски, упрощает вторичное использование рабочей сетки. Изготовить сетчатый трафарет на практике достаточно легко, что обусловило его широкое применение как отдельным человеком в быту, так и в промышленном производстве с применением автоматических печатных станков. Так же можно заказать трафаретные печатные формы (трафареты) любого формата в специализированных репроцентрах.
После натяжки сетки на раму на рабочую площадь трафарета наносится основа. Первоначально основой трафаретной формы был желатин, который в смеси с солями хромовой кислоты и под воздействием света становился нерастворимым в воде. Сегодня используют основу из поливинилового спирта. Затем наносят светочувствительный раствор. Свежепроявленная трафаретная форма недостаточно водостойка и нуждается в дополнительном закреплении на сетке. Для этого сухой трафарет смачивают дубящим раствором и после высыхания промывают чистой водой. Для исправления мест трафарета, которые после проявления не сохранили достаточной толщины и могут пропускать краску во время печати применяют корректурный раствор. Известны и другие методы получения трафарета, например, печатная форма на основе фотополимерной композиции.
Экспонирование трафаретных печатных форм осуществляется при помощи специального устройства - контактно - копировальной рамы.
При печати традиционными триадными красками для получения полноцветного изображения (желтая, пурпурная и голубая), печатные формы для каждой краски изготавливаются с диапозитивов, полученных путём цветоделения. Так же возможно применение красок любых цветов, предусмотренных макетом изображения. Следует знать, что при печати прозрачными красками необходимо предварительно нанести белую основу, поскольку из-за своей физической природы отражающей способности такие краски могут изменяться колористические показатели цвета. Краски на летучих растворителях закрепляются за счет испарения растворителя и требуют принудительной вентиляции рабочего места печатника, а оттиски - длительной сушки. Краски окислительной полимеризации содержат связующие на основе высыхающих растительных масел (олифы), которые под воздействием кислорода воздуха, температуры, освещения и наличия катализаторов затвердевают в результате образования пространственных полимерных структур.
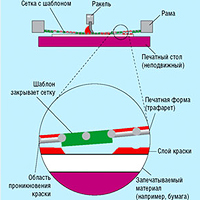
Рабочая плоскость, на которой размещается материал для печати, требует периодического контроля ее геометрических параметров. Для печати на тонкой листовой бумаге или пленке требуется обязательно вакуумный стол, не позволяющий листу сворачиваться и прилипать к трафарету при подъеме рамы. Конструкция ракеля (инструмент, которым вдавливают краску через ячейки сетки) выглядит следующим образом: полоса резины закрепляется в деревянный держатель. Конструкция одинаковая и при печати вручную и при установке в специальные зажимы печатной машины или станка.
Запечатываемый материал расположен плоско на печатном столе и неподвижен в процессе печати. Краска, которая находится на трафарете, в так называемой "зоне наполнения", движется ракелем, как волна. Перед острием ракеля в контактной зоне краска выдавливается через ячейки печатной формы и соприкасается с запечатываемым материалом. После ракеля, печатная краска создаёт эффект "прилипания" печатной формы к запечатываемому материалу, но силы упругости сетки вытягивают красочные нити из слоя печатной краски. Таким образом, часть краски остается в ячейках сетки, а на запечатываемом материале образуется равномерный слой краски.
Свежие оттиски нельзя складывать один на другой, как это делается, например, в офсетной печати, так как происходит не только загрязнение обратной стороны листа, но и их склеивание. Особенно эти проблемы возникают при печати на невпитывающих материалах. При поточном производстве естественная сушка оттисков требует обширных площадей для их размещения. Для плоской продукции выпускают специальную колесную стеллаж - тележку, оснащенную 50-ю сетчатыми полками (100 х 80 см каждая), которые для удобства укладки оттисков фиксируются под определенным углом. Быструю полимеризацию трафаретных красок и лаков делает возможным применение УФ-сушки. Принцип работы современной туннельной УФ-сушки следующий: находясь на конвейере, изделие за определенный промежуток времени проходит под мощными нагревательными элементами, одновременно обдуваясь горячим воздухом.
Основное достоинство метода - отсутствие необходимости в приобретении дорогих печатных станков, которые требуются только для больших тиражей. Ведь качество оттиска практически одинаково . Трафаретная печать экономически выгодна уже при изготовлении десятка экземпляров, а одна форма может дать до 50 тысяч, в зависимости от запечатываемой поверхности. Низкая себестоимость расходных материалов для изготовления трафарета и простота в эксплуатации привлекают большой интерес к шелкографии.